Estampo de corte: como garantir máxima eficiência e repetibilidade na sua produção
Você precisa de 80.000 peças por mês, todas com o mesmo dimensional, todas dentro da tolerância, todas prontas para ir direto para a linha de montagem sem inspeção individual. Sem ferramental adequado, isso não é produção. É loteria. O estampo de corte bem projetado e bem mantido é o que transforma uma exigência de volume e qualidade em realidade operacional previsível.
No setor de autopeças, em telecomunicações, na produção de componentes para equipamentos de energia e em qualquer indústria que dependa de peças metálicas em série, o estampo de corte é a tecnologia que viabiliza a escala sem sacrificar a precisão. Um ciclo por golpe de prensa, uma peça com a mesma geometria, repetida centenas de milhares de vezes, com desvio dimensional controlado dentro de décimos de milímetro.
Mas essa repetibilidade não é automática. Ela é resultado de projeto de ferramental adequado, especificação correta de material e tratamento térmico, setup preciso na prensa e manutenção preventiva sistemática ao longo de toda a vida útil do estampo. Entender cada um desses fatores é o que permite especificar corretamente, produzir com consistência e evitar os problemas que aparecem quando alguma dessas variáveis é negligenciada.
Para quem está iniciando o desenvolvimento de um novo produto ou reavaliando o processo de fabricação de um produto existente, entender a fundo o que faz um estampo de corte funcionar bem é o primeiro passo para tomar decisões de projeto e fornecimento que vão se pagar ao longo de anos de produção.
O que é um estampo de corte e como ele funciona
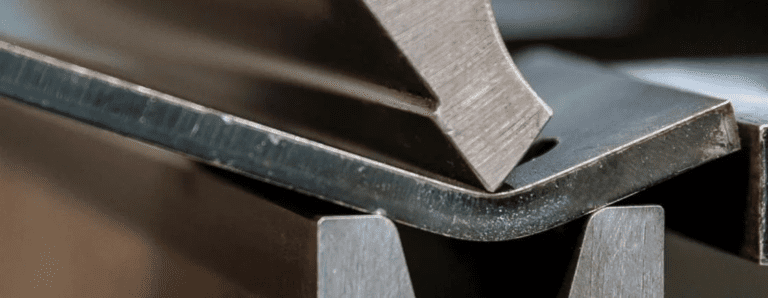
Um estampo de corte é um ferramental composto por punção e matriz, instalado em prensa, projetado para separar ou recortar uma geometria específica de uma chapa metálica a cada ciclo de operação. O punção desce sobre a chapa, penetra na matriz com a folga calculada para o material e a espessura, e o corte acontece por cisalhamento. O resultado é uma peça ou um recorte com a geometria definida pelo ferramental, reproduzida com precisão em cada ciclo.
A folga entre punção e matriz é um dos parâmetros mais críticos do projeto do estampo. Uma folga muito pequena gera força de corte excessiva, desgasta o ferramental mais rapidamente e pode causar fratura prematura do punção. Uma folga excessiva gera rebarba na peça e compressa dimensional na borda de corte. A folga correta, calculada em função do material e da espessura da chapa, é o que garante o corte limpo, o acabamento adequado e a vida útil projetada para o ferramental.
Estampos progressivos combinam múltiplas operações em uma única ferramenta: corte, furação, dobra e conformação acontecem em estágios sequenciais conforme a chapa avança pelo ferramental a cada golpe de prensa. Para peças de geometria complexa que precisariam de várias operações separadas, o estampo progressivo reduz o número de manipulações da chapa, elimina erros de posicionamento entre operações e aumenta significativamente a produtividade por hora de prensa.
A escolha entre estampo simples e progressivo depende do volume, da geometria da peça e do custo de ferramental que o projeto suporta. Estampos progressivos têm custo de desenvolvimento maior, mas entregam produtividade e repetibilidade que frequentemente justificam o investimento em poucos meses de produção. Para demandas mensais de dezenas de milhares de peças, a análise de retorno sobre o investimento no ferramental progressivo costuma fechar com folga.
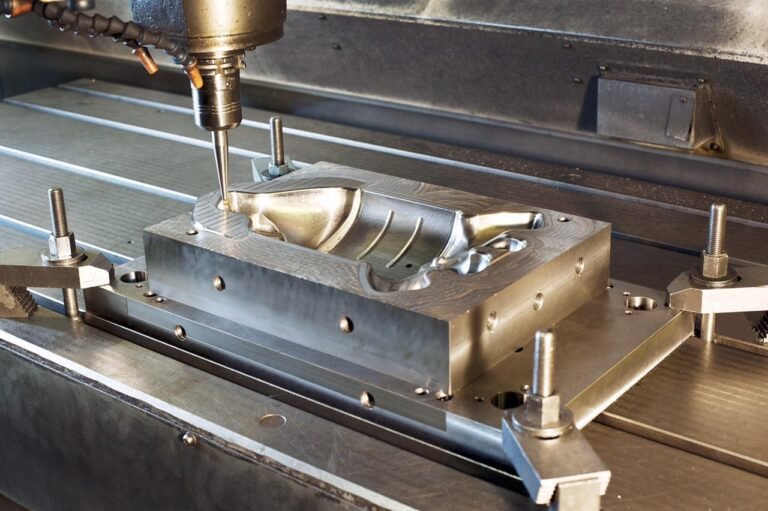
Material e tratamento térmico: a base da vida útil do ferramental
A escolha do material do ferramental define diretamente a vida útil do estampo. Para produção de alto volume em aço carbono de espessura moderada, aços ferramenta como o D2 ou o VD2 oferecem boa resistência ao desgaste com dureza adequada para manter o fio de corte por longos ciclos. Para materiais mais abrasivos ou de alta resistência, ligas com teor maior de carbono e elementos de liga, como o M2 ou o H13 para aplicações com geração de calor, entregam vida útil maior, ainda que com custo de ferramental mais elevado.
O tratamento térmico do ferramental é tão importante quanto a escolha do material. Um punção em D2 sem tratamento térmico adequado vai apresentar desgaste prematuro e pode fraturar sob carga. O ciclo de têmpera e revenimento correto para cada aço ferramenta define a dureza final, a tenacidade e a resistência à fadiga do componente. Ferramentais tratados termicamente fora da especificação do material falham antes do previsto e de formas difíceis de diagnosticar na inspeção visual.
O revestimento superficial dos componentes do ferramental é outro fator que estende a vida útil em aplicações específicas. Revestimentos de nitreto de titânio, aplicados por PVD, aumentam a dureza superficial e reduzem o coeficiente de atrito nas superfícies de deslizamento, o que diminui o desgaste e reduz a necessidade de lubrificação em aplicações de alta cadência. Para estampos que processam materiais abrasivos ou que trabalham em alta velocidade, esses revestimentos podem dobrar ou triplicar o intervalo entre manutenções.
A combinação correta de material, tratamento térmico e revestimento para cada aplicação específica é um conhecimento que se constrói com experiência. Ferramentarias com histórico de desenvolvimento e manutenção de estampos em diferentes materiais e aplicações acumulam esse repertório de forma que não existe em nenhum catálogo. É o tipo de conhecimento que fica nas pessoas e nos registros de cada ferramental fabricado e mantido ao longo dos anos.
Setup na prensa: onde a teoria encontra a realidade
Um ferramental bem projetado e bem fabricado ainda pode gerar peças fora do tolerado se o setup na prensa não for feito corretamente. O paralelismo entre a face do punção e a face da matriz, o fechamento correto da altura do ferramental, a regulagem do curso da prensa e o ajuste do sistema de alimentação da chapa são variáveis que impactam diretamente a qualidade das primeiras peças do lote e a consistência ao longo do ciclo de produção.
O setup documentado, com parâmetros registrados para cada ferramental e cada combinação de material, elimina a dependência do conhecimento individual do operador e garante que o ferramental é instalado da mesma forma todas as vezes. Quando um ferramental é retirado para manutenção e reinstalado, a ficha de setup define exatamente como ele foi configurado na última produção conforme, e a reinstalação parte desse ponto, sem tentativa e erro.
Para produções com trocas frequentes de ferramental, o tempo de setup impacta diretamente a eficiência da linha. Ferramentais com sistema de fixação rápida, alturas de fechamento padronizadas e referências de posicionamento precisas reduzem o tempo de setup de horas para minutos, aumentando o tempo produtivo disponível sem investimento em mais horas de operação.
A padronização de alturas de fechamento entre ferramentais diferentes também reduz o risco de erro de setup que danifica o ferramental ou a prensa. Um punção instalado com altura de fechamento errada pode colidir com a matriz antes de completar o corte, gerando fratura do punção e potencial dano à prensa. Com parâmetros documentados e verificados antes de cada início de produção, esse tipo de incidente deixa de ser uma possibilidade para virar um evento praticamente impossível.
Repetibilidade dimensional: o que os números precisam mostrar
Repetibilidade não é uma sensação de que as peças estão saindo certas. É um dado mensurável, expresso como a variação dimensional observada ao longo de um lote de produção. Um estampo bem regulado em prensa adequada, processando material dentro da especificação, deve entregar desvio padrão dimensional compatível com a tolerância do projeto, com todas as peças dentro dos limites de aceitação.
A medição por amostragem ao longo do lote, com registro dos valores obtidos, permite identificar tendências de desgaste antes que as peças saiam da tolerância. Se a dimensão crítica de uma peça começa com 15,02 mm e vai migrando gradualmente para 15,08 mm ao longo de 10.000 ciclos, o ferramental está chegando no limite de manutenção. Identificar essa tendência com antecedência é o que permite programar a intervenção sem impacto na produção.
Para clientes do setor automotivo que exigem controle estatístico de processo, com Cp e Cpk documentados para cada característica crítica, essa abordagem de medição sistemática é um requisito de fornecimento. Produzir sem esse controle significa não ter como demonstrar a conformidade do processo, o que inviabiliza o fornecimento para esse segmento independentemente da qualidade real das peças.
O mesmo raciocínio se aplica ao setor aeroespacial, onde a rastreabilidade de cada lote produzido precisa estar documentada e disponível para auditoria. Saber que a peça foi produzida com determinado ferramental, em determinada prensa, com determinado material de chapa, e que o controle dimensional daquele lote está registrado com os valores medidos, é o que permite responder a qualquer questionamento de qualidade com evidência técnica, não com estimativa.
Do projeto ao lote aprovado: o percurso de um estampo novo
Fernanda, engenheira de produto de uma empresa de telecomunicações em São Paulo, precisava desenvolver um novo suporte metálico em chapa de aço de 1,2 mm para um produto que entraria em linha com previsão de consumo de 15.000 peças mensais. A peça tinha 8 furos de diâmetro variado, dois recortes e tolerância de mais ou menos 0,2 mm nas cotas de posicionamento dos furos.
O desenvolvimento do ferramental começou com a análise do projeto em 3D, verificação das folgas de corte para o material especificado e definição do layout do estampo progressivo para otimizar o aproveitamento da chapa. O ferramental foi fabricado em D2 com tratamento térmico para 60-62 HRC e revestimento PVD nas superfícies de corte. O primeiro setup na prensa gerou amostras que foram medidas tridimensionalmente antes da aprovação do lote piloto.
O lote piloto de 500 peças foi aprovado com Cpk de 1,48 nas cotas críticas, acima do mínimo de 1,33 exigido pelo cliente. A produção mensal entrou em linha dentro do prazo. Nos 8 meses seguintes, o ferramental processou mais de 120.000 ciclos sem nenhuma intervenção corretiva, apenas a manutenção preventiva programada ao ciclo 80.000, que substituiu duas molas de retorno e realizou reafio nas facas de corte. O Cpk manteve-se acima de 1,40 em todas as medições mensais.
Eficiência que se mede em ciclos, qualidade e custo por peça
Um estampo de corte bem especificado, fabricado com material adequado, tratado termicamente dentro da especificação e mantido preventivamente conforme o histórico de desgaste entrega o menor custo por peça disponível para produção de alto volume. O investimento no ferramental é diluído pelos ciclos produzidos, e cada intervenção preventiva que evita uma falha corretiva protege a continuidade do retorno sobre esse investimento.
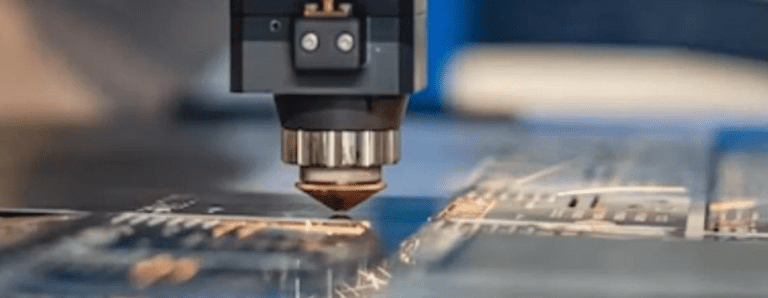
Para volumes acima de 50.000 peças mensais com geometria estável, o estampo de corte é invariavelmente mais econômico do que qualquer processo de corte unitário. A diferença de custo por peça entre o laser e o estampo para esse volume pode chegar a 70% ou mais, dependendo da complexidade da geometria e do tempo de ciclo de cada processo. Essa diferença justifica o investimento no ferramental em poucos meses de produção.
O ponto de equilíbrio entre o laser e o estampo depende do volume e da frequência da demanda. Para volumes abaixo de 5.000 peças mensais ou para produtos em desenvolvimento com geometria ainda sujeita a alterações, o laser oferece flexibilidade que o estampo não tem. Para demandas estáveis e recorrentes acima desse volume, o estampo entrega o melhor custo por peça e a maior consistência dimensional disponíveis no mercado industrial.
Se você tem um projeto de produção em série que pode se beneficiar de um estampo de corte bem especificado, ou se precisa desenvolver um novo ferramental para aumentar a capacidade e reduzir o custo de um produto existente, entre em contato com a Mikro Stamp. Nossa equipe de ferramentaria analisa o seu projeto e apresenta a solução mais adequada para o seu volume e especificação.