Corte de chapa de aço: quais os principais métodos e como escolher o ideal?
Você tem um projeto em mãos, um prazo para cumprir e uma dúvida que parece simples mas não é: qual o melhor método para cortar essa chapa? A resposta depende do material, da espessura, da geometria do corte e do acabamento que o projeto exige. Escolher errado significa retrabalho, desperdício de material e atraso que compromete toda a cadeia seguinte.
No mercado industrial brasileiro, quem precisa de corte de chapa de aço tem acesso a tecnologias muito diferentes entre si. Cada uma atende bem a um conjunto específico de aplicações e entrega resultados ruins quando aplicada fora do seu domínio. O problema é que muitos fornecedores oferecem apenas uma ou duas tecnologias e apresentam essas opções como se fossem suficientes para qualquer projeto.
Entender o que cada método de corte faz bem, onde falha e quando deve ser combinado com outros processos é o que permite tomar decisões de projeto mais sólidas, com menos surpresas na entrega.
No Brasil, o mercado de conformação metálica cresceu e se diversificou nos últimos anos. A demanda dos setores automotivo, agrícola, aeroespacial e de energia empurrou fornecedores a investir em tecnologia. Mas nem todo fornecedor investiu de forma equilibrada. Entender quais tecnologias estão disponíveis no parque de máquinas do seu parceiro é parte essencial da qualificação de fornecedor.
Guilhotina: velocidade e economia para cortes lineares
A guilhotina é o método de corte mais direto disponível na conformação de chapas. Uma lâmina desce sobre o material com força controlada e realiza o corte em linha reta. É rápida, tem custo operacional baixo e atende bem a volumes altos de chapas com espessura moderada.
Para cortes lineares em chapas de até 6 mm, a guilhotina entrega produtividade difícil de superar com qualquer outra tecnologia. O tempo de ciclo é curto, o setup é simples e o custo por metro cortado é um dos mais baixos disponíveis. Quando o projeto exige cortes retos em grande quantidade, sem exigência de acabamento de precisão nas bordas, a guilhotina é a escolha certa.
Os limites aparecem quando o projeto exige geometrias curvas, recortes internos ou tolerâncias dimensionais muito apertadas. A guilhotina só corta em linha reta. Qualquer outra geometria exige outro processo. E em chapas de espessura elevada, a lâmina pode introduzir uma leve inclinação na borda cortada que, em projetos com exigência de encaixe preciso, precisa ser considerada no projeto.
Puncionadeira: repetição e furos em série
A puncionadeira trabalha com ferramental dedicado para produzir furos, recortes e formas específicas em chapa metálica. A lógica é simples: o ferramental é programado com a geometria desejada, a chapa é posicionada e o equipamento reproduz o padrão com velocidade e repetibilidade.
Para chapas que precisam de furação em série, recortes padronizados ou padrões repetitivos de corte, a puncionadeira entrega produtividade que nenhum outro processo consegue igualar em volume. Um painel metálico com 200 furos pode ser produzido em minutos, com posicionamento exato de cada furo e geometria consistente em todas as peças do lote.
A limitação está na geometria do ferramental. Formas que não existem no catálogo padrão exigem ferramental dedicado, o que adiciona custo e tempo de desenvolvimento. E para espessuras muito elevadas, a força de puncionamento necessária cresce proporcionalmente, limitando a aplicação prática do processo.
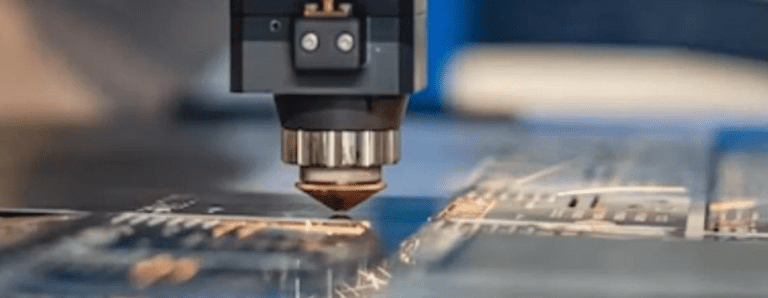
Corte a laser: precisão para geometrias complexas
O laser transformou o que é possível fazer com corte de chapa de aço. Com um feixe concentrado de energia, é possível cortar geometrias complexas, curvas fechadas, furos de pequeno diâmetro e detalhes que nenhum outro processo consegue reproduzir com a mesma precisão. A tolerância dimensional é da ordem de décimos de milímetro, o acabamento de borda é limpo e a necessidade de rebarba posterior é mínima.
Para projetos do setor automotivo, aeroespacial, de telecomunicações ou qualquer aplicação que exija conformidade dimensional rigorosa, o laser muitas vezes é o único processo que atende. A programação é feita diretamente a partir do arquivo de projeto em 2D ou 3D, sem necessidade de ferramental físico. Isso reduz o tempo de setup para novos projetos e permite ajustes de geometria sem custo adicional de ferramental.
O custo por metro cortado é mais alto do que a guilhotina, o que torna o laser menos competitivo para cortes lineares simples em volume alto. A escolha certa é usar laser onde a geometria ou a tolerância exige, e guilhotina ou puncionadeira onde o projeto permite. Um fornecedor com as três tecnologias disponíveis consegue distribuir cada operação para o processo mais adequado, reduzindo o custo total sem sacrificar qualidade.
Vale destacar também a flexibilidade do laser para projetos em desenvolvimento. Como não exige ferramental físico, qualquer ajuste de geometria é feito diretamente no arquivo de projeto, sem custo adicional de molde ou punção. Para equipes de engenharia que ainda estão iterando sobre o design da peça, isso elimina um custo significativo nos ciclos de prototipagem.
Jato d’água: quando o calor não pode entrar na equação
O corte por jato d’água usa um fluxo de água pressurizada, com adição de abrasivo para materiais mais duros, para realizar o corte sem geração de calor. Essa característica faz do jato d’água uma tecnologia única: é o único processo de corte que não altera a microestrutura do material na região cortada.
Em chapas de aço que passaram por tratamento térmico, a zona afetada pelo calor gerada por laser ou plasma pode comprometer as propriedades mecânicas que o tratamento buscava garantir. Em materiais que não toleram aquecimento localizado, como certos aços especiais usados no setor aeroespacial, o jato d’água não é só uma opção. É o único processo que atende a especificação.
A velocidade de corte do jato d’água é menor do que a do laser para chapas mais finas, o que torna o processo mais adequado para chapas espessas, materiais especiais e geometrias onde o acabamento sem zona termicamente afetada é requisito. Para projetos que combinam essas características, o jato d’água entrega um resultado que nenhum processo térmico consegue replicar.
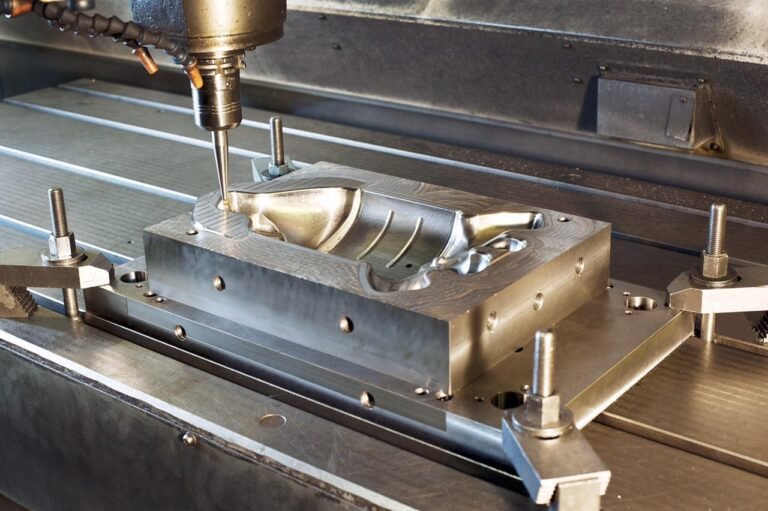
Estamparia: volume alto com custo por peça reduzido
Quando o projeto exige produção em série de uma mesma geometria, em volume alto e com consistência lote a lote, a estamparia muda completamente a lógica de custo. Com ferramental dedicado instalado em prensa, cada ciclo produz uma peça completa, com corte e conformação em uma única operação. O custo de setup é diluído pelo volume e o custo por peça cai significativamente em relação a qualquer processo de corte unitário.
Para lotes mensais de milhares de peças com geometria definida, como capas de rolamento, suportes, brackets e componentes de montagem, a estamparia é o processo mais eficiente disponível. A velocidade de ciclo é alta, a repetibilidade é garantida pelo ferramental e o custo unitário diminui conforme o volume aumenta.
O ponto de entrada para a estamparia é o investimento no ferramental. Para volumes pequenos ou geometrias que ainda estão em desenvolvimento, o custo do molde pode não se pagar. Para demandas recorrentes e estáveis, é o processo que gera maior retorno ao longo do tempo.
Uma empresa com ferramentaria própria consegue fabricar e manter esses moldes internamente, o que reduz o lead time de desenvolvimento do ferramental e garante que ajustes de geometria são resolvidos sem depender de terceiros. Para quem está migrando de um processo unitário de corte para a estamparia em série, essa capacidade encurta significativamente o tempo de entrada em produção.
Como escolher o processo certo para o seu projeto
A escolha do método de corte começa pelas perguntas certas. Qual a espessura da chapa? Qual o material e ele tolerou aquecimento? A geometria tem curvas ou é linear? Qual o volume do lote e a frequência de demanda? Qual o acabamento exigido na borda cortada? Existe certificação de qualidade requerida pelo cliente final?
Cada resposta elimina processos inadequados e aponta para os que atendem. Um projeto com chapa de 3 mm, cortes lineares e volume alto vai bem na guilhotina. Um projeto com geometria complexa, tolerância de 0,2 mm e lote de 500 peças precisa do laser. Um projeto com aço temperado e requisito de preservar as propriedades mecânicas na borda vai para o jato d’água. Um projeto com 10.000 peças mensais da mesma geometria é candidato direto à estamparia.
O problema surge quando o fornecedor tem apenas uma tecnologia disponível e tenta adequar todos os projetos a ela. Um corte que deveria ser feito a laser sendo feito na guilhotina vai gerar borda inadequada. Um projeto de estamparia sendo feito no laser vai custar três vezes mais do que precisaria. A tecnologia certa para cada projeto não é detalhe. É o que define se o custo e a qualidade vão estar dentro do esperado.
Seu projeto precisa do processo certo, não do processo disponível
André, engenheiro de desenvolvimento de produto em uma empresa do setor de telecomunicações em Campinas, precisava definir o processo de fabricação para um suporte metálico em chapa de 1,5 mm com 14 furos de diâmetro variado, dois recortes em L e tolerância de mais ou menos 0,3 mm em todas as cotas críticas. O volume inicial era de 500 peças para validação, com previsão de escalar para 5.000 peças mensais se o produto fosse aprovado.
O primeiro orçamento que recebeu usava guilhotina para os cortes retos e puncionadeira para os furos. O resultado na amostra foi insatisfatório: as bordas dos recortes em L apresentavam variação dimensional que comprometia o encaixe na montagem. O segundo orçamento, com laser para toda a geometria, entregou as cotas dentro da tolerância, com tempo de setup rápido por não exigir ferramental físico. A validação foi aprovada.
Quando o volume escalou para produção mensal, o custo do laser para 5.000 peças ficou acima do que o projeto suportava. A solução foi migrar para estamparia com ferramental dedicado, que reproduzia a mesma geometria validada no laser com custo por peça 60% menor e velocidade de produção muito superior. André usou o laser para validar o projeto e a estamparia para produzir em escala. Os dois processos, no momento certo, definiram o resultado.
O parceiro certo tem o processo certo para cada etapa
Dominar um único método de corte limita o que um fornecedor consegue entregar. Ter cinco tecnologias disponíveis, com equipe técnica capaz de recomendar o processo mais adequado para cada projeto, é o que permite atender demandas de diferentes setores com a solução que cada um exige.
Para o setor automotivo, que precisa de repetibilidade e rastreabilidade. Para o aeroespacial, que exige tolerâncias rígidas e processos certificados. Para o agrícola, que trabalha com chapas espessas e volumes variáveis. Para a caldeiraria industrial, que combina cortes, dobras e soldas no mesmo projeto. Cada setor tem exigências diferentes, e um parceiro com capacidade técnica variada consegue atender todos eles sem forçar o projeto para dentro de um processo que não é o ideal.
Com 36 anos no mercado de estamparia e conformação metálica, certificações ISO 9001 e AS 9100 e capacidade de medição tridimensional, a Mikro Stamp reúne o portfólio técnico para receber seu projeto em qualquer estágio, do primeiro protótipo à produção seriada em escala industrial.
Se você tem um projeto de corte de chapa de aço e quer saber qual tecnologia entrega o melhor resultado para a sua especificação, entre em contato com a Mikro Stamp. Nossa equipe analisa o seu desenho técnico e indica o processo mais adequado para o seu volume, material e tolerância.